




Kalup za retrovizore
Analiza procesa za izradu alata za retrovizore
Čak je i debljina stijenke za proizvod kako bi se izbjegao inter stres, osvjetljenje i potonuće. Previše tanka debljina stijenke rezultirat će prevelikim otporom protoka prilikom oblikovanja, a komplicirani proizvod ne može se dobro napuniti u šupljini alata, dok će se previše debeo trošiti materijal i trebati duže vrijeme hlađenja.
Za postavljanje uvjeta kuta propuha kako biste osigurali da se dio može skinuti sa šupljine kalupa kućišta retrovizora ili izvući jezgru iz proizvoda.
ABS se uglavnom koristi za materijal koji ima odličnu značajku procesa i oblikovanja, otpornost na puzanje i stabilnost dimenzije i visoku snagu protiv utjecaja. Gustoća razine ubrizgavanja je 1. 0 5 g/cm3, teorijsko skupljanje 0. 5% i prag bljeskalice 0,03 mm. 718 Čelik od kalupa pogodan je za alat jer šupljina može podnijeti visoku prešu zbog ove vrste proizvoda.
Analiza konstrukcije alata
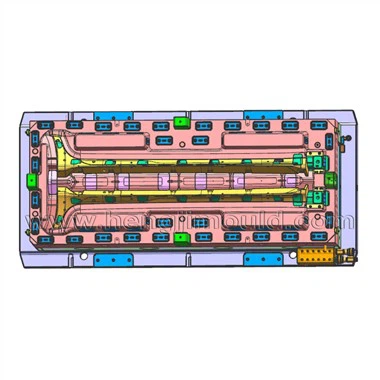
Budući da je to srednja masovna proizvodnja, dizajniramo je jednu šupljinu, a prema dijelu konfiguracije, površina za razdvajanje odabrana je na najvećem području konture, gornja fiksna polovica i donja se premještala na pola s nekoliko umetnutih mala jezgra. Strana dijela ima velika otvorena usta koja treba napraviti klizač jezgre, a premještena polovica ima podrezano na dva područja rebra koja trebaju podizanje jezgre. Slijedom toga, dizajn povlačenja jezgre ključ je za dizajn kalupa za ogledalo.

Proces rada kalupa
Rastopljeni ABS ubrizgava se u šupljinu plijesni čim se zatvori i nakon nekog vremena pakiranja, premještena polovica se odvoji od fiksne polovice do kraja, dio i tekuće smrznute smole ostaje na premještenom poluvremenu po funkciji Sprue Puller, kada Hidraulički cilindar čini klizač za dovršavanje bočne jezgre. Tada se proizvod izbacuje i jedinica za izbacivanje vraća natrag u izvorni položaj.
Napomene za automatsko izradu kalupa za retrovizor
1 Jedinice za lociranje trebaju biti postavljene kako bi se izbjegle razlike u segmentu proizvoda.
2 Kako je dio dijela oštra, potrebno je koristiti netransparentnu ljepljivu vrpcu za pokrivanje odgovarajućeg područja tijekom izrade alata.
3 Kada dizajnirajte dizač s jezgrom koji se povlači u z smjeru, provjerite je li nagib površine prednjeg krajnjeg dijela ne manji od kućišta donji površinski kut kućišta kako bi se spriječilo podrez.
4 Hlađenje i opruge za dizač trebaju biti paralelne s kutom izvlačenja jezgre radi praktičnosti procesa.
5 dna dizača i nošenja ploča trebaju biti izravni, a podignute ploče za habanje mogu zaštititi podizač unatrag od smetnji s pločicom donje ploče kalupa i graničnog bloka hoda.
Popularni tagovi: Kalup za ogledalo u stražnjem pogledu, Kineski pogledi na retrovizori Proizvođači kalupa, proizvođači
Par
neSljedeći
Kalup za krovne letviceMogli biste i voljeti





Pošaljite upit